Schweiss- und Fügetechnik
Metallurgische Eigenschaften – Überblick
Technische und wirtschaftliche Anforderungen sind zu erfüllen
Beachtung der Gefüge - und Eigenschaftsänderungen
Wärmeeinbringung, Werkstoffeigenschaften
(erfüllen in der Regel mehrere Aufgaben)
Große Werkstücke, große thermische Leitfähigkeit erfordern hohe Leistungsdichte notwendig (Schmelzschweißen)
Steigende Duktilität der Schweißkonstruktion ergeben größere Verformbarkeit und geringere Festigkeit.
Reibschweißungen und Kaltpressschweißungen ergeben kein Aufschmelzen in der Fügezone.
Erhöhung der Reaktionsabläufe
Diffusion, Bindungen, Rekristallisation ergeben tieferen Einbrand bei heißen Verfahren (MIG, MAG, UP)
Höhere Schweißtemperaturen verbessern den Bindevorgang und beschleunigen die Vorgänge
Leistungsdichte
Bei hoher Leistungsdichte sind die thermischen Zonen klein
Leistungsdichte [W/cm]
Leistungsdichte entspricht der eingebrachten Wärmemenge / cm Nahtlänge
Unzulässige Werkstoffänderungen werden durch entsprechenden Schweißprozess ausgeschlossen




Einige Beispiele:
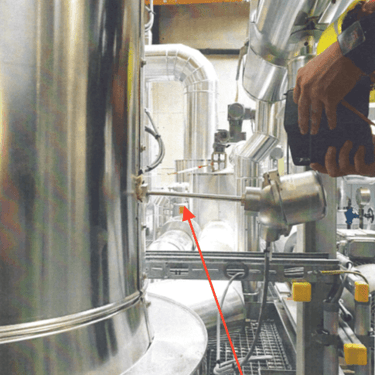
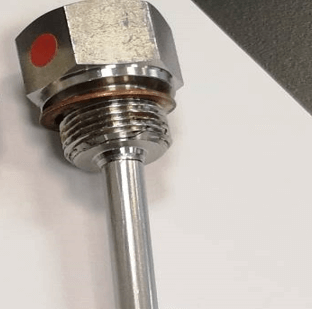

Temperaturmessung mit Tauchhülse
aus Edelstahlwerkstoff
Übersichtsdarstellung der Tauchhülse
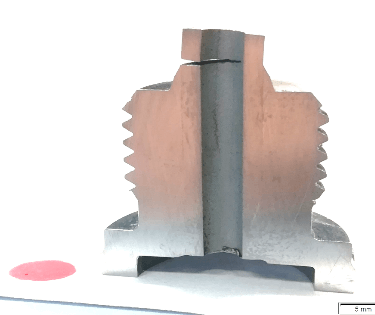
Detailansicht der Schweißnaht
Schnittbild
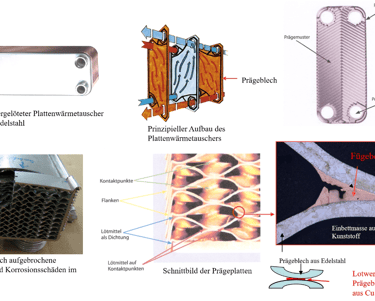
Prozessbedingte Primärschäden an den austenitischen Korngrenzen und korrosionsbedingte Sekundärschäden im Fügebereich
Kontakt
Karl Kohlbacher
+43 664 2520290
office@karlkohlbacher.com
Firmenadresse
Karl Kohlbacher Engineering Consultants
Feldweg 7
A- 8132 Pernegg